精密研磨加工・ラップ加工 ラップ加工が解き放つ「表面の機能美」 ~滑らかさの先にある、摺動と密着の最適解~ 通常の研削盤では到達できない領域—それが「ラップ加工(遊離砥粒加工)」の世界です。 大古精機では、この繊細な工程を単なる磨き作業とは考えていません。 用途で使い分 […]
精密研磨加工・ラップ加工 ショットブラスト(梨地処理)のご依頼 梨地処理(なしじしょり)とは 金属などの表面に微細な凹凸を均一につくり、梨の皮のようなザラッとしたマット調の質感に仕上げる表面処理です。光の反射が抑えられるため、ピカピカした光沢を減らし、落ち着いた見た目にできます。 梨 […]
精密研磨加工・ラップ加工 なぜ「ゲージメーカー」の研磨及び研削は違うのか? ~正しく測れるからこそ、正しく削れるという真理~ 精密研磨の世界において、図面に書かれた「0.001mm」を実現することは容易ではありません。多くの加工現場が直面する壁は、実は「加工技術」ではなく「測定技術 […]
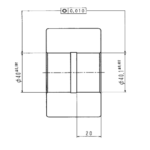
精密研磨加工・ラップ加工 段付リングゲージ加工実績― 高精度内径研削による同軸度保証 ― ■ 加工仕様 ・内径a:φ40.000 ±0.002 ・内径b:φ40.100 ±0.002 ・同軸度:0.010 本案件は、段付構造を持つリングゲージの高精度加工です。 2段の内径それぞれに±2μmの公差 […]
精密研磨加工・ラップ加工 群馬からも意外と近い!北関東の精密研削・研磨パートナー 大古精機 群馬県の製造業・加工業の皆様へ。 栃木県さくら市に本社を構える大古精機(おおこせいき)は、精密研削・精密研磨を中心とした高精度加工を得意とする企業です。 関越自動車道・北関東自動車道・東北自動車道が結ぶ北関東ネットワーク […]
精密研磨加工・ラップ加工 【事例紹介】純タングステン(3N5) 面粗度 Ra0.1 以下のラップ加工 今回ご紹介するのは、純タングステン(3N5)に対して、面粗度 Ra0.1 以下を実現したラップ加工の事例です。 ■ 加工仕様 材質:純タングステン(3N5) サイズ:φ250 × φ150、t = 15 平面度:0.00 […]
精密研磨加工・ラップ加工 オリフィス孔の超精密加工なら大古精機へ オリフィスとは 流体を通す管の内部に設けられた、中心に円形の孔をもつ仕切り板(プレート)のことです。流体の流量を制御したり、圧力を一定に保つ役割を担う非常に重要な部品であり、わずかな寸法誤差が性能に大きく影響します。 こ […]
精密研磨加工・ラップ加工 埼玉県での精密研磨加工のお困りごとに対応します!|大古精機 「できるだけ近くのところと、打ち合わせしながら詰めていきたい」 というご要望も多く、大古精機は精密研磨加工、精密研削加工について、北関東を中心に多くの製造業・加工業のお客様とお取引をさせていただいております […]
精密研磨加工・ラップ加工 精密研磨加工と精密研削加工の違い 「研磨(けんま)」と「研削(けんさく)」はどちらも表面を削って滑らかにする加工ですが、目的や方法に明確な違いがあります。 以下の表で整理します。 項目 研削(けんさく) 研磨(けんま) 目的 寸法精度・形状精度を出すため […]
精密研磨加工・ラップ加工 【精密研削加工事例 】工具鋼 φ2.5 高硬度シャフト|焼入材HRC64の安定加工 焼入れ済み工具鋼(HRC64)のφ2.5mmシャフトに対して、±1μm、Ra0.1の仕様で加工を行いました。 CBN砥石を低負荷で運用し、砥石摩耗を抑えるため頻度の高い自動ドレッシングを採用。表面割れや白層のない仕上がり […]