
ねじピンゲージ(三次元測定機用)。高精密±1μレベルを最短で設計製作|お客様事例
ねじ位置ゲージの直角と主軸の振れ公差2μ、主軸の径は±1μ
お客様から「三次元測定機で使用する、ねじ穴の芯間を測定する為の高精度のねじゲージの製作が可能か」とのご相談を頂きました。既存の精密ゲージメーカー様には精度面で難しいと断られてしまい困っていたとの事でした。

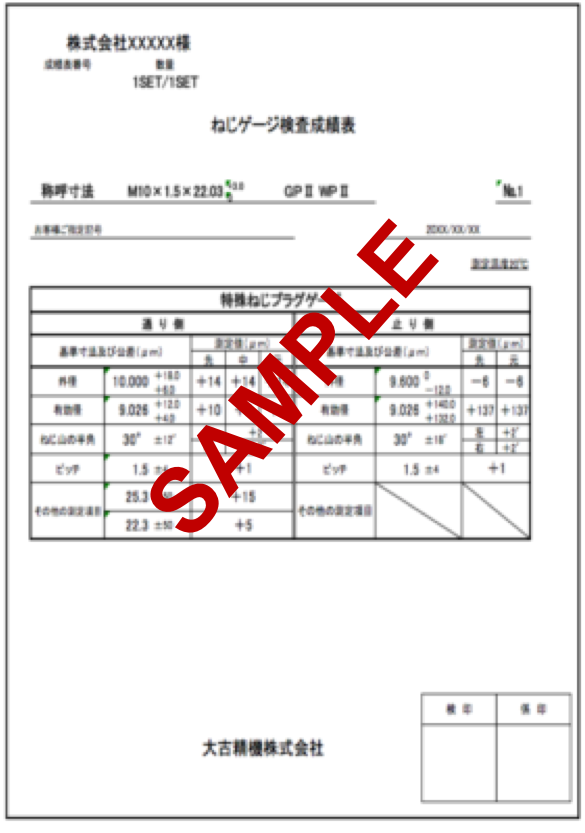
実際にとてもシビアな仕様であり、以下の図面のように、先端にねじ穴を測る為のねじプラグゲージがあり、ねじに対して直角と主軸の振れ公差2μ、主軸の径は±1μという内容でした。(材質:SKS-31、熱処理硬度HRC58以上、守秘義務保持のため図面は一部加工済)

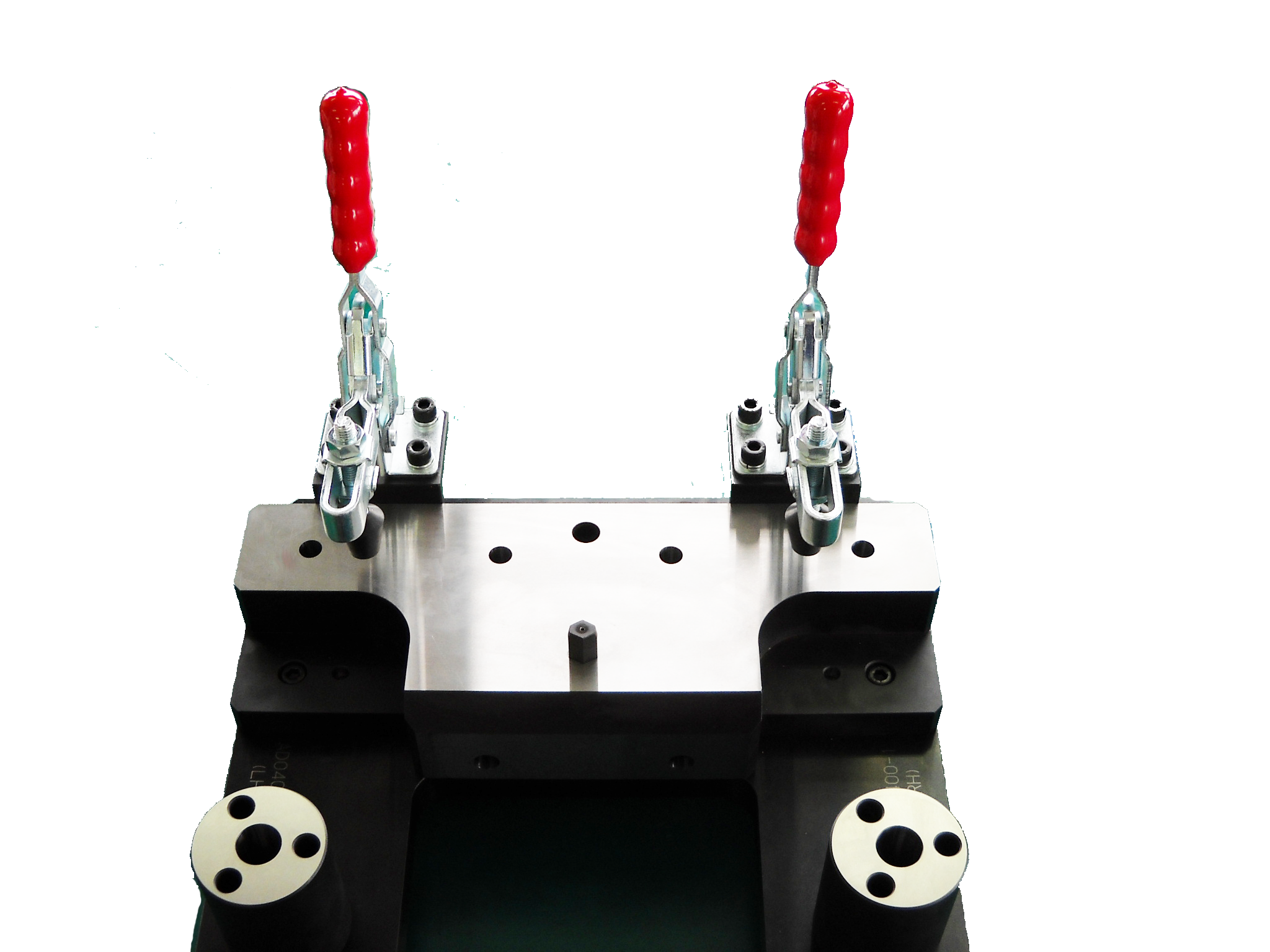
ねじゲージとピンゲージの機能を融合させ同時に測定
このように、ねじゲージとピンゲージの機能を融合させ同時に測定できるものは、ねじ位置ゲージやねじピンゲージといった名称で規格品としても販売されています。
これらはねじ部が通り側ねじプラグゲージになっているので、ピンゲージ部端面の隙間の測定による直角度の確認と、ねじ穴の通りチェックを同時に行うことができます。ちなみに穴ピッチ間の測定についても、測定したい2穴にピンゲージを挿入してピンゲージの外側を測定し、ピンゲージの径をマイナスすることで2つの穴の芯間寸法を確認することができます。
しかしながら、ねじ位置ゲージの規格品の精度は、ねじ部の振れ:0.01mm以下、主軸径精度:±0.005mm以下程度が一般的のようであり、今回のお客様の仕様が高精度なものであったことが分かります。
専用設備と職人の技術力で高精度ゲージにも対応
このようなシビアなレベルでの製作は、設備の性能はもちろんのこと、職人の技術も非常に重要となります。大古精機では、円筒研削、ラップ加工、ねじ研削盤などの専用設備と熟練の職人の技術を有しており、一般に対応が難しい高精度のゲージでも対応させて頂いております。
また、検査は温度管理がされている恒温室で行ない、「校正証明書」「検査表」「トレーサビリティ体系図」も添付いたします。この事例でも納入後の問題も無く、安心してお客様にご使用頂いております。

高精密ゲージの製作や短納期対応なども是非お問い合わせを!
実際に、このようなめねじ穴の芯出しは難しい作業であり、ネジ穴のセンターを数回図って決めているなど、お客様によってはかなり手間をかけて検査されているようです。そのような作業改善のお役に立てる可能性がございますので、この事例のように、難しい高精度の仕様や短納期対応などについても、ぜひWEB-OKSにお気軽にお問い合わせください。
特注ゲージの設計製作
最短納期で貴社ワークのための特注ゲージを設計製作いたします。